The diesel engine in the world of internal combustion can be labeled as a symbol of durability, efficiency, and sheer power, particularly when considering the role of diesel fuel and the fuel injection system in its operation. And, as with the heavy-duty haulers that keep the global supply chains on the move as well as with the vintage tractors and classic cars that are a symbol of our mechanical heritage, it is crucial to learn about the complex organs of these machines. It is a twofold challenge; you may be a fleet manager trying to calculate the cost of downtime, or a restoration enthusiast putting life back in a 50-year-old engine, but this time with an exact diagnosis of the failure, and finding a replacement that is as good or even better than the original.
The guide is an excellent anatomical breakdown of the diesel engine, an internal combustion engine, parts and components, the intricacies of maintenance when using various user profiles, and the most important sourcing challenges presented to the classic restoration user base.
Diesel vs. Gasoline: The Fundamental Shift
The capacity to choose diesel versus gasoline is at its most fundamental level a trade off between power in the here and now and power in the here and now. The basic distinction is ignition because gasoline engines use a spark to cause a mixture of fuel and air to start burning, whereas diesel engines utilize compression ignition to compress air to such high temperatures that the fuel automatically catches fire when in direct contact with compressed air. This intense pressure demands components which are over-built, that is, thick walled blocks, forged pistons, heavy duty cooling equipment, way above the needs of their gasoline equivalents. This produces a heavier and more costly engine to build, yet is more durable and fuel efficient in nature.
What is appropriate to your requirements is determined by the severity of the duty cycle. To the commercial fleet operator, the diesel engine’s intake system is mathematically determined; the better thermal efficiency and low-end torque add up to it being the only reasonable option in high-mileage, heavy-haul uses where the lower acquisition cost will ultimately be superseded by lower use of fuel. Unlike gasoline engines that require spark plugs for ignition, the amateur or restorer will commonly use diesel because of its ten thousand mile service life and the special traction needed to pull or maintain a classic car. When high load stress and maximum up-time are of significant concern in your mission, then the ruggedized construction of diesel components is a crucial investment; when you need low initial expenses in your operation and maximum down-time is seldom of concern, then gasoline is the less difficult choice.
The Complete Anatomy of a Diesel Engine
Diesel engine is a harmonious assembly of interrelated systems. To make this clear, these could be divided into core physical structure, the breathing system and the support network.
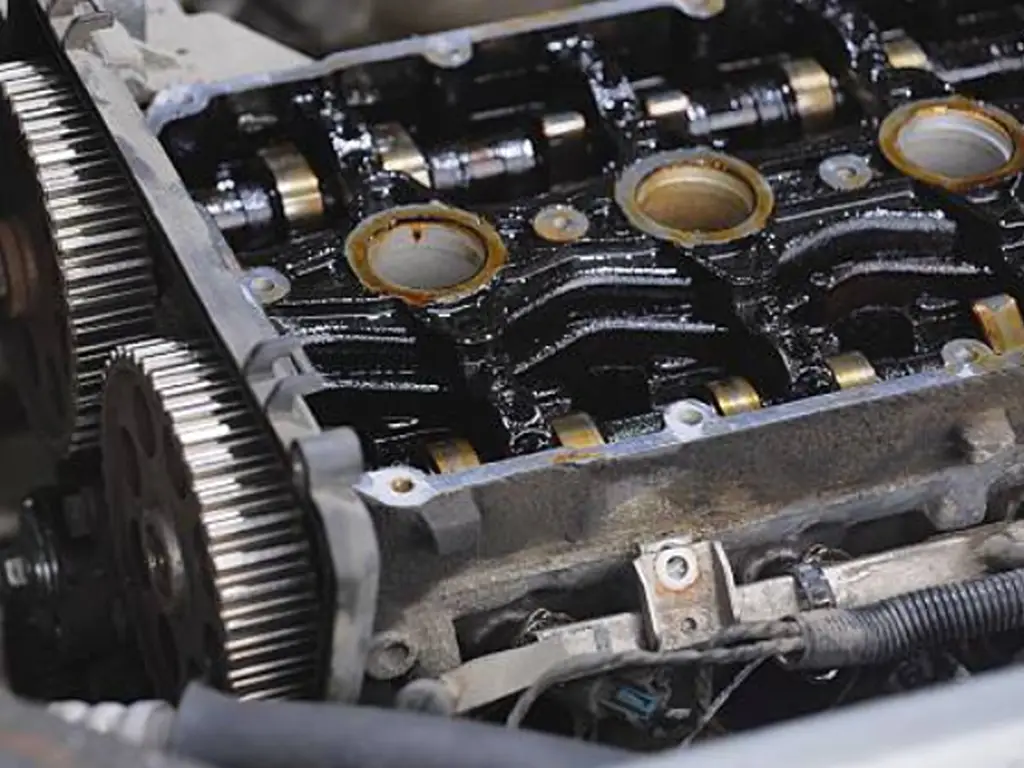
The Base Engine (Core Physical Components)
This is the “skeleton and muscle” of the engine, responsible for containing and converting the energy of combustion and combustion gases into rotational force during the compression stroke.
- Pistons & Connecting Rods
- Core Function: The piston captures the expanding gases of combustion, while the rod transfers that linear force to the crankshaft.
- Material & Manufacturing: Typically made from forged steel or high-silicon aluminum alloys with reinforced ring lands. Advanced pistons often feature internal cooling galleries for oil circulation, enhancing power delivery during operation.
- Operational Synergy: They must move in perfect synchronization with the valvetrain to maintain proper timing and overall timing accuracy.
- System Pain Points: Thermal Fatigue. In classic engines, pistons often suffer from crown cracking or ring groove wear due to inferior modern fuels or improper cooling.
- Crankshaft
- Core Function: Converts the up-and-down motion of the pistons into the rotational energy that drives the wheels.
- Operational Synergy: Acts as the heart of the mechanical timing, often driving the camshaft and oil pump, while facilitating the movement of engine oil.
- Operational Synergy: Acts as the heart of the mechanical timing, often driving the camshaft and oil pump.
- System Pain Points: Journal Scoring. For fleet users, a crankshaft failure is often a “total loss” event due to the labor involved in a bottom-end rebuild.
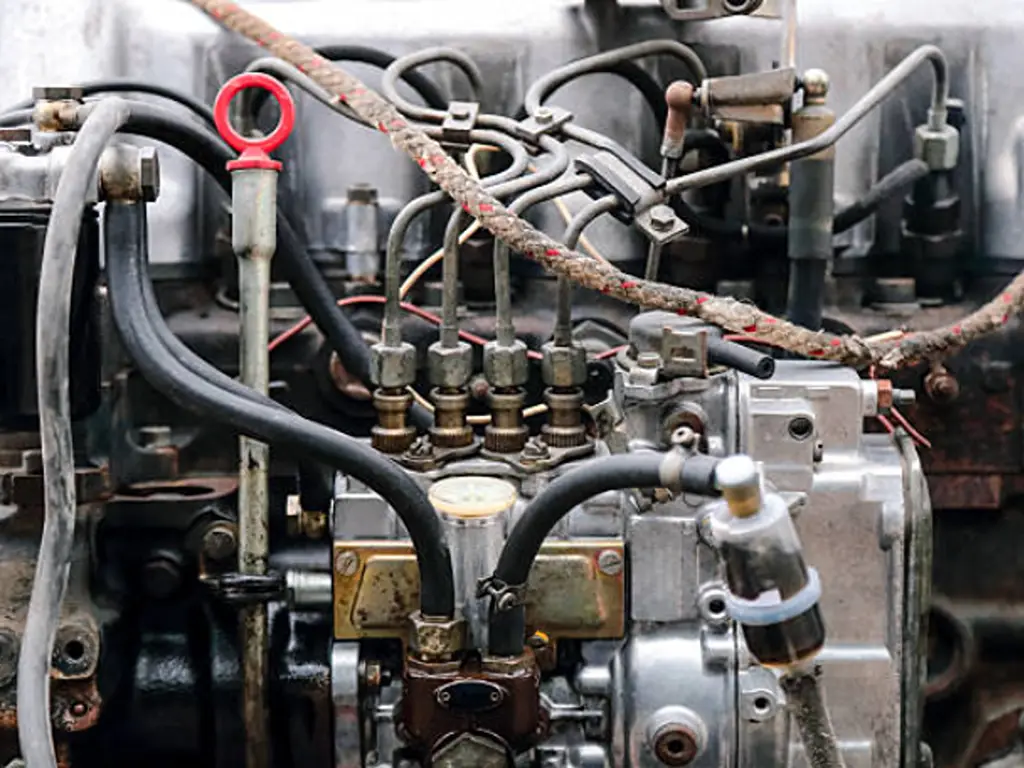
Fuel & Air Management (The Breathing System)
If the base engine is the muscle, this fuel system is the “lungs and digestion,” responsible for the precise delivery of energy.
- Fuel Injectors
- Core Function: Atomizing fuel into the cylinder at incredibly high pressures to ensure a complete burn.
- Material & Manufacturing: Precision-machined steel with ceramic coatings in modern common-rail systems.
- Operational Synergy: Controlled by the ECU (or mechanical governor in vintage models) to match load and speed.
- System Pain Points: Clogging and Erosion. Even microscopic contaminants can ruin an injector’s spray pattern, leading to “knocking” or melted pistons.
- Turbocharger
- Core Function: Compressing intake air to allow more fuel to be burned, significantly increasing power output and contributing to lower emissions. The starter motor is essential for starting the turbocharger’s operation.
- Material & Manufacturing: Turbine wheels made from nickel-based superalloys (Inconel) to withstand exhaust temperatures exceeding 700°C.
- Operational Synergy: Relies on the lubrication system for cooling and bearing protection.
- System Pain Points: Oil Coking. Heat soak after engine shutdown can carbonize oil in the bearings, eventually leading to catastrophic shaft failure.
Thermal & Lubrication (The Support Network)
These systems act as the “circulatory system,” ensuring the engine operates within a safe temperature range and with minimal friction.
- Water Pump & Thermostat
- Core Function: Circulating coolant through the block and head to dissipate heat.
- Material & Manufacturing: Cast iron or aluminum housings with stainless steel impellers and fuel filters for optimal performance, ensuring the engine life is maximized.
- System Pain Points: Cavitation. Improper coolant chemistry can cause the impeller to erode, leading to overheating that can warp the cylinder head.
Although all these modules, the base structure, the breathing system, and the support network, play a different role, they do not operate independently of each other. The real engineering genius of diesel engine is the total chain of power. It is a smooth, high-accuracy chain of energy transformation in which the atomization of a fuel injector has to be in complete step with the thermal tolerance of the piston, and the cooling ability of the pump has to follow the excessive heat produced by the turbocharger.
The one link in the chain determines the life of the whole asset. To a commercial fleet, a malfunction in a single link of the power chain will amount to costly idle time; to a vintage block restorer, a parts failure that is out of spec will destroy a valuable antique block. It is to this interconnectedness, in fact, that we give the name of the foundational ground of our future diagnostic and sourcing strategies since to bear a diesel engine is to safeguard the integrity of its whole power chain.
Diagnostics & Maintenance: Assessing Component Failures
In case one of the links in the power chain fails, the engine reports its distress with the help of certain mechanical signals, such as low coolant levels. These symptoms can be detected at the earliest stage, and then, a small component failure in the cooling system will not turn into a serious engine repair.
| Symptom | Likely Component Failure | Risk Level | Prescribed Repair Action | Estimated Cost & Downtime Impact |
| Thick Black Smoke | Air Intake Obstruction or Faulty Turbocharger | Medium – Loss of efficiency | Replace air filter, or rebuild/swap the turbocharger assembly. | Low to High: From a $50 filter swap (1 hr) to a $1,500 – $3,000+ turbo replacement (1-2 days downtime). |
| White Smoke (at startup) | Faulty Glow Plugs or Coolant Leak (Head Gasket) | High – Risk of internal corrosion | Replace glow plugs, or perform a top-end teardown to replace the head gasket and machine the cylinder head. | Medium to Severe: From $200 (glow plugs) to $2,500 – $4,500+ (head gasket replacement). Demands heavy labor (3-5 days downtime). |
| Metallic Knocking (Low Pitch) | Worn Crankshaft or Connecting Rod Bearings | Critical – Immediate shutdown required | Complete bottom-end rebuild. Note: Fleets often opt for a full engine swap to save time, while restorers must rebuild. | Extreme: $5,000 – $15,000+. 1 to 3 weeks of downtime. This failure forces the ultimate “repair vs. replace” purchasing decision. |
| Blue Smoke | Worn Piston Rings or Valve Stem Seals | Medium – High oil consumption | Replace valve seals (top-end repair) or rebore cylinders and install new piston rings (full engine overhaul). | High: $1,500 (valve seals) to $4,000+ (rebore). 3 to 7 days in the shop. For classic cars, this often requires custom-sized rings if the block needs reboring. |
In diesel maintenance, the strategy of the user is determined by his or her background. To a fleet manager, Downtime is the major enemy. Each hour spent in the shop by a truck is a loss of revenue. Therefore, they are preventive in their maintenance. They would not leave it to a water pump to break but they would change it during a certain number of miles since the price of a new pump is insignificant in comparison with the price of a breakdown.
In contrast, the owner on the private, or hobbyist basis is usually driven on a corrective or restorative basis. In their case, part cost is also a great consideration. Nevertheless, the individual owner should also be cautious: a fleet manager will be able to purchase in large quantities to reduce prices, whereas the individual owner will need to consider the quality of the seal and the accuracy of the fit since they are not likely to have specialized tooling on hand that would be used in industrial repair bays. In both cases we want to achieve the same, which is to put the engine back to its original blueprinted specification so that we do not upset the thermal balance.
Strategic Sourcing: From Fleet Maintenance to Classic Restoration
Having the failed link in the power chain, the technical problem related to exhaust systems is transformed into the strategic one: to obtain the replacement that will restore the initial integrity of the engine and improve fuel economy. This sourcing stage is a calculated decision that involves four major sourcing levels in the market today.
| Source Category | Budget Impact | Availability & Lead Time | Tolerance & Material Limit | Warranty & Reliability | Ideal Application |
| OEM (Original Equipment) | Highest Premium | Immediate (Modern engines) / NLA (Classic engines) | Factory baseline; strictly adheres to original mass-production specs. | Comprehensive factory backing; maximum peace of mind. | Commercial fleets under warranty, late-model heavy-duty trucks. |
| Premium Aftermarket & Custom | Moderate to High | Short (Mainstream) / Medium (Custom reverse-engineered batches) | Can exceed OEM; utilizes modern alloys and precision CNC/EDM machining to correct original design flaws. | Strong manufacturer guarantee; highly reliable if sourced from top-tier facilities. | Out-of-warranty assets, performance tuning, and Classic car/vintage restorations. |
| Remanufactured (Core Exchange) | Low (Cost-effective) | Highly dependent on the supply of usable used cores. | Limited by the structural integrity and metal fatigue of the old core. | Variable (Usually 6-12 months); high risk if the rebuilder cuts corners. | Budget-constrained agricultural machinery, older light-duty work trucks. |
| Used / Salvage | Lowest (Scrap value) | Highly unpredictable (Hit or miss depending on salvage yard inventory). | Unknown history; parts carry existing wear and hidden metal fatigue. | Minimal to none (Sold “As-Is”); highest risk of premature failure. | Emergency budget repairs, non-moving cosmetic brackets, or desperate classic car owners hunting for discontinued casting cores. |
With commercial vehicle groups, the sourcing can be automated through the use of OEM contracts to ensure optimum availability. The Aftermarket level has been the mid-range of the agricultural or small scale power consumer – those who need not pay the brand tax of the original equipment manufacturer but still require industrial quality customer requirements.
In extreme low-budget situations or other old fashioned engines, customers may be consigned to the Used or Salvage market. Although scourging salvage yards would have the lowest short-term cost, it would have the greatest risk of operation. Fitting a second hand piston or crankshaft whose metal fatigue is not known and where the warranty is not known is a dice throw that a commercial fleet can not afford, and one that usually results in disastrous secondary failures of the individual owner.
The Pivot: The Crisis of the Classic Restoration
This is precisely where the procurement rationale fails on the Classic Car Restoration market. In the case of vintage Mercedes diesel or an old marine engine, the OEM parts are No Longer Available (NLA). The Remanufactured level is vacant since there are no useful cores to use anymore. This causes the traditional restorer to be in a frantic search for 50-year-old Used parts, which are already severely damaged by decades of thermal stress and corrosion, highlighting the importance of regular maintenance, including checking the fuel tank, in preserving vintage engines.
This is the failure of traditional procurement at this Sourcing Wall. A masterpiece cannot be recreated with tired scraps of the salvage yard. In such cases, this approach has to change the mere search of a component to one of producing tailor-made solutions that enhance engine efficiency through the combustion cycle. The only way that can be taken is to find a partner that will Reverse Engineer.
Engineered for Heritage: Custom Manufacturing Solutions
The first challenge that can be the most difficult to face by any restoration studio is to find a facility that can convert decades-old and worn metal into the exact models of modern manufacturing. Sunway Autoparts is venturing into this important industry gap. We understand that classic car restorations depend all on the part being sure to allow fresh air to flow through the engine. to ensure efficient combustion. Rather than imitation, we involve the reverse-engineering process that is aimed at optimization. Through analysis of original samples, quantification of material shrinkage, and production of a high precision 3D representation, we can be certain that an engine block cast many years ago will fit perfectly into a new piece of forged component manufactured today.
Making these digital models into the real world needs a manufacturing backbone which the mainstream aftermarket does not have. In order to satisfy the intolerant demands of high-compression diesel engines, including the cylinder block, we use electrical discharge machining (EDM) and excellent fashion of mould design to create complex cavities which are impossible with the traditional milling. A few microns difference in the base components such as pistons or bushings may cause premature failure in a diesel environment. Our in-house production through tough pressing, soldering, and final assembly ensures that all the replacement part is rivals, and sometimes even surpasses the factory production.
In addition to structural integrity, a vintage diesel engine is more of a display than a power generator. In order to maintain the aesthetics as well as the longevity and fuel efficiency, we use a painstaking chrome plating technique which involves hand polishing, acid dipping and copper plating. This creates a very reflective and bluer finish, which works hard to withstand the corrosive conditions of the vehicle storage of the old vehicles. Be it a professional resto-shop or a quality vintage garage, the special engineering solutions Sunway offers will transform the “cant find it anywhere” into the “ready to install” spares.

Conclusion
The weakness of a diesel engine is its weakest part. It is better to know the anatomy, including the oil pan that holds the crucial oil, the steel that was forged into the crankshaft, the finer spray of a spray injector, and maintain smarter. Nevertheless, most of the owners of the old diesel machinery are finding an increasing supply-chain divide as the world shifts to newer technologies.
Through going beyond mere off-shelf sourcing and adopting custom made manufacturing systems, we are making sure that these mechanical wonders will serve one more generation by effectively utilizing mechanical energy. When you are dealing with out of stock components or even high precision legacy parts, then you need a partner that is knowledgeable about the legacy and the hardware.
Recent Blog
- Ford Mustang History Decoded: 60 Years of Chassis, Engine Swaps & Market Value
- How to Adjust Car Mirrors Properly: Eliminate Blind Spots for Modern & Classic Cars
- What Does GMC Stand For? The Full Story of GM’s "Professional Grade" Brand
- Antique Car VIN Lookup: The Forensic Guide to Decoding & Verification